What is the suggested minimum backing thickness for SMAW
By Olivia Hensley
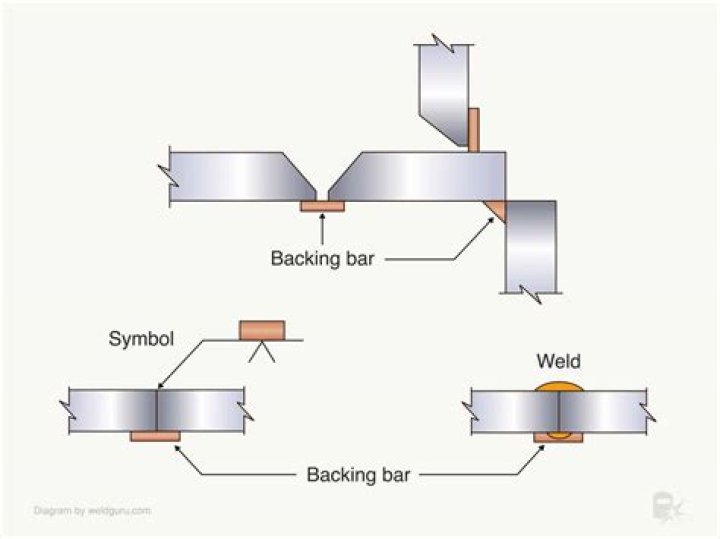
For this weld, the suggested minimum nominal thickness of backing bar is ¼ in. per AWS D1. 1-98 Section 5.10.
What is the minimum thickness for welding?
Base metal thickness (T) aMinimum size of fillet weld binmmin1/4 < T < 1/26 < T < 123/161/2 < T < 3/412 < T < 201/4¾ < T20 < T5/16
When the minimum size of fillet weld is greater than the thickness of thinner part the minimum size of weld should be kept equal to?
Explanation: The minimum size of fillet weld should not be less than 3mm and not more than thickness of thinner part joined. Explanation: The maximum size of fillet weld is obtained by subtracting 1.5mm from thickness of thinner member to be jointed.
What is the maximum electrode diameter for a flat position root pass weld using GMAW?
Depending on the process variation and base material being welded the diameters of the electrodes used in GMAW typically range from 0.7 to 2.4 mm (0.028 – 0.095 in) but can be as large as 4 mm (0.16 in).What type of backing is required when welding copper?
1. Non-Fusible Backing Copper backing is a frequently used non-fusible backing in the welding of steel. It is used when the base metal does not have sufficient mass to provide adequate weld metal support, or when complete weld penetration must be obtained in one pass.
How do you calculate minimum welding?
The size of fillet weld height approximately specifies the = 0.7 formula, where z is the fillet weld width. Minimum fillet weld height is selected according to the thickness of the thicker welded part and according to the material.
What is the minimum thickness for welding steel?
What is the minimum thickness of metal for a welding table top? – Quora. When properly supported 1/4″ is plenty enough for most common fabrication work. If you’re into heavy fabrication like industrial machinery or mining equipment, nothing less than a 2″ thick acorn table is going to hold up to the rigors of that work …
What should be the minimum length of the weld plate?
Base metal thickness (T)aMinimum size of fillet weldbinmmin1/4 < T < 1/26 < T < 123/161/2 < T < 3/412 < T < 201/4¾ < T20 < T5/16What is the recommended minimum nominal thickness of backing bars for the SAW process?
For this weld, the suggested minimum nominal thickness of backing bar is ¼ in. per AWS D1.
What is the difference between SMAW and GMAW?SMAW and GMAW differ in how they shield the molten electrode from atmospheric gases. SMAW encases the electrode in a layer of material known as flux. … For this reason, GMAW also goes by the name of metal inert gas welding, or MIG welding.
Article first time published onWhat will be the minimum size of fillet weld If the plate thickness is less than 10mm 6mm 3 mm 4 mm 5 mm?
So the Minimum size of fillet weld if the plate thickness is less than 10mm will be 3 mm.
When the size of weld is 10 mm What is the value of throat thickness?
What is the effective throat thickness dimension of 10mm fillet weld made by shielded metal arc welding and submerged arc welding? effective throat thickness = 0.7a = 0.7×12.4 = 8.6mm. 6.
What is value of k for effective throat thickness of the fillet weld if the angle between two fusion faces is 90 degree?
Angle between fusion faces (in degrees)60 to 9091 to 100K0.70.65
Why is backing required in welding?
Backing is defined as material placed at the root of a weld joint for the purpose of supporting molten weld metal. Its function is to facilitate complete joint penetration. … For welder qualification, backing is invariably classed as an essential variable.
What to use as backing for welding?
Electrolytic copper has proven to be the most satisfactory material for backing up a weld.
What is backing bar in welding?
A material or device placed against the back side of the joint adjacent to the joint root, or at both sides of a joint in electroslag and electrogas welding, to support and shield molten weld metal. See also Backing Weld. …
What is the minimum thickness for TIG welding?
Welding tig all the way is horrifically slow for anything thicker than 3/8th inch wall, tig is for smaller, thinner wall welds and running a first pass or root pass to tie in the inside properly. Anything over 1/2 inch thick will simply take far too long, however there is no actual limit, just a practical limit.
How do you choose weld thickness?
In order to develop the full strength of a plate by means of fillet welds, it is necessary that the leg size of the fillet be 3/4 of the plate thickness. This assumes that the fillet weld is on both sides of the plate for the full length of the plate and that the thinnest plate thickness is chosen.
How is welding thickness calculated?
- SS or DS groove welds: s = t. w
- SS or DS 45 ° fillet welds: s = sqrt(2) × t. w
What positions can SMAW welding be performed in?
- Horizontal Position (2F or 2G)
- Vertical Position (3F or 3G)
- Overhead Position (4F or 4G)
What is throat thickness of weld?
The throat of the weld is the distance from the center of the face to the root of the weld. Typically the depth of the throat should be at least as thick as the thickness of metal you are welding.
What is design throat thickness?
The throat is the shortest distance from the root to the face of the weld. To measure this dimension in a regular mitre or flat faced fillet weld is relatively simple. The shape is that of an isosceles triangle, the throat being 0.7 of the leg length.
What is the function of the coating on an SMAW electrode?
The electrode is coated in a metal mixture called flux, which gives off gases as it decomposes to prevent weld contamination, introduces deoxidizers to purify the weld, causes weld-protecting slag to form, improves the arc stability, and provides alloying elements to improve the weld quality.
What is the maximum thickness that doesn't require beveling?
However, in joints with 0.20 inches or larger thickness, penetration is achieved without requiring a groove bevel. A full or complete penetration weld can be a thick weld that has been beveled and then penetrated by being filled with multiple welds passes, or it could be a sheet metal joint that is .
Is the E7024 electrode is used for overhead butt joints?
The E7024 electrode is used for overhead butt joints. Moisture can damage the coating on an electrode. … When welding in vertical and overhead position, a 3/16″ diameter electrode is the largest electrode that should be used.
What should be the minimum width for the bend test specimen?
Specimen thickness from plate samples should be minimum 1.5 x thickness, but at least 20 mm thick. Width corresponding to base material thickness (mm) + 0.05 × tube diameter (mm), but at least 8 mm and at most 40 mm.
How do you weld two plates of different thickness?
One approach is to use the correct amperage for the thinner material. Using a torch or other heating tool, warm up the thicker part tot the point it easily welds to the thinner part. Using this process is also useful to increase the effective heat you are able to develop with some of the smaller welding machines.
Why SMAW is the best choice?
The Advantages of SMAW Most portable of all welding processes. No need for separate gas shielding. Can be used in a wide range of environments including outdoors, in fabrication shops, on pipelines and refineries, on ships and bridges, and more. Is not sensitive to wind and draft.
Does SMAW require shielding gas?
In SMAW, the electrode is held manually, and the electric arc flows between the electrode and the base metal. The electrode is covered with a flux material, which provides a shielding gas for the weld to help minimize impurities. The electrode is consumed in the process, and the filler metal contributes to the weld.
What is another name for SMAW?
Flux-Cored Arc Welding: FCAW Much like the SMAW process, FCAW also produces slag that is chipped off after the weld to give it a clean look. FCAW is often used for thick materials because the flux-core wire can penetrate thick weld joints. FCAW isn’t appropriate for materials that are thinner than 20 gauge.
What is the maximum size of fillet weld?
The maximum size of fillet weld is obtained by subtracting 1.5mm from the thickness of the thinner member to be jointed. When welds are applied to round toe of steel sections, the maximum size of the weld should not be more than 1/3 of the thickness of the section at toe.